Как сделать шпоночный паз на токарном станке
Все токарные работы выполняются по согласованию с менеджером в течении дней в зависимости от объема и загруженности цеха. Брал у вас зубчатую цепь. Выглядит очень надежно, никаких дефектов металла не обнаружил. Заказ доставили очень быстро. Надеюсь, долго проработает.















Прошивка отверстий без выходных канавок значительно сокращает время обработки заготовки. Этот тип обработки используется, когда изготовление внутри заготовки выходных канавок представляет затруднение или же когда наличие выходной канавки рискует спровоцировать ослабление конструкции. Для прошивки шпоночных пазов без выходных канавок наша компания предоставляет специальные программы для всех имеющихся на рынке станков с ЧПУ. Красным цветом выделены значения, которые требуется изменить.






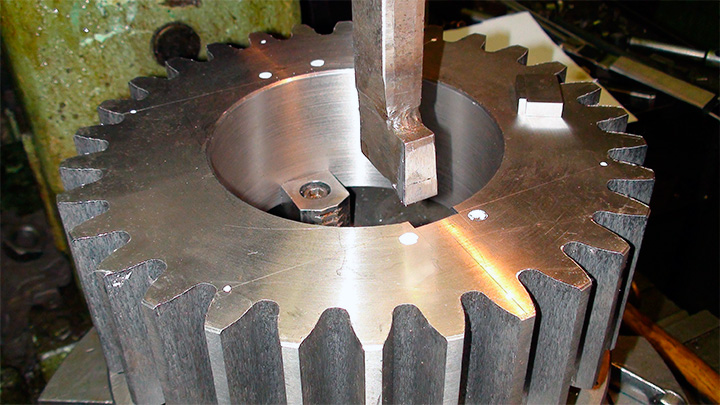
Прошивка применяется для обработки шпоночного паза шириной 5 мм с полем допуска Н Порядок работы с прошивкой: 1. Направляющая втулка адаптер , с соответствующим диаметром и шириной паза, вставляется в отверстие заготовки. В паз втулки устанавливается прошивка и прессом проталкивается через заготовку. Чтобы достичь заданной глубины шпоночного паза, обработка производится за несколько проходов с применением вкладышей.